Ép phun là một phương pháp để thu được các sản phẩm đúc bằng cách bơm vật liệu nhựa nóng chảy bằng nhiệt vào khuôn, sau đó làm mát và đông đặc chúng.
Phương pháp này phù hợp với việc sản xuất hàng loạt các sản phẩm có hình dạng phức tạp và chiếm phần lớn trong lĩnh vực gia công nhựa.
Chu trình xử lý
Chu kỳ quy trình ép phun rất ngắn, thường từ 2 giây đến 2 phút và bao gồm bốn giai đoạn sau:
kẹp - Trước khi bơm vật liệu vào khuôn, trước tiên phải đóng chặt hai nửa khuôn bằng bộ phận kẹp. Mỗi nửa khuôn được gắn vào máy ép phun và một nửa được phép trượt. Bộ phận kẹp được hỗ trợ bằng thủy lực đẩy các nửa khuôn lại với nhau và tác dụng đủ lực để giữ cho khuôn được đóng chặt trong khi vật liệu được bơm vào. Thời gian cần thiết để đóng và kẹp khuôn phụ thuộc vào máy - máy lớn hơn (máy có lực kẹp lớn hơn) sẽ cần nhiều thời gian hơn. Thời gian này có thể được ước tính từ thời gian chu kỳ khô của máy.
Mũi tiêm - Nguyên liệu nhựa thô, thường ở dạng viên, được đưa vào máy ép phun, và được bộ phận phun ép tiến về phía khuôn. Trong quá trình này, vật liệu bị nóng chảy và áp suất. Sau đó, nhựa nóng chảy được bơm vào khuôn rất nhanh và sự tích tụ của các gói áp suất và giữ vật liệu. Lượng vật liệu được tiêm được gọi là shot. Thời gian phun rất khó tính toán chính xác do dòng chảy phức tạp và thay đổi của nhựa nóng chảy vào khuôn. Tuy nhiên, thời gian tiêm có thể được ước tính bằng thể tích phun, áp suất phun và công suất phun.
làm mát - Nhựa nóng chảy bên trong khuôn bắt đầu nguội ngay khi tiếp xúc với bề mặt khuôn bên trong. Khi nhựa nguội đi, nó sẽ đông lại thành hình dạng của bộ phận mong muốn. Tuy nhiên, trong quá trình làm mát, một số co ngót của bộ phận có thể xảy ra. Việc đóng gói vật liệu trong các giai đoạn ép phun cho phép vật liệu bổ sung chảy vào khuôn và giảm lượng co ngót có thể nhìn thấy được. Không thể mở khuôn cho đến khi hết thời gian làm mát cần thiết. Thời gian làm mát có thể được ước tính từ một số tính chất nhiệt động của nhựa và độ dày thành tối đa của bộ phận.
phóng - Sau khi đủ thời gian, bộ phận đã nguội có thể được đẩy ra khỏi khuôn bằng hệ thống đẩy, được gắn vào nửa sau của khuôn. Khi khuôn được mở ra, một cơ cấu được sử dụng để đẩy chi tiết ra khỏi khuôn. Phải dùng lực để đẩy chi tiết ra vì trong quá trình làm mát, chi tiết co lại và dính vào khuôn. Để tạo điều kiện đẩy chi tiết ra, một chất giải phóng khuôn có thể được phun lên bề mặt của khoang khuôn trước khi bơm vật liệu. Thời gian cần thiết để mở khuôn và đẩy bộ phận ra có thể được ước tính từ thời gian chu kỳ khô của máy và phải bao gồm cả thời gian để bộ phận rơi ra khỏi khuôn. Sau khi bộ phận được đẩy ra, khuôn có thể được kẹp lại để tiêm lần bắn tiếp theo.
Sau chu trình ép phun, một số xử lý hậu kỳ thường được yêu cầu. Trong quá trình làm mát, vật liệu trong các rãnh của khuôn sẽ đông đặc lại và gắn vào chi tiết. Vật liệu dư thừa này, cùng với bất kỳ tia sáng nào đã xảy ra, phải được cắt bỏ khỏi bộ phận, thường là bằng cách sử dụng máy cắt. Đối với một số loại vật liệu, chẳng hạn như nhựa nhiệt dẻo, vật liệu phế liệu thu được từ quá trình cắt tỉa này có thể được tái chế bằng cách cho vào máy nghiền nhựa, còn được gọi là máy nghiền lại hoặc máy tạo hạt, giúp nghiền lại vật liệu phế liệu thành dạng viên. Do một số tính chất của vật liệu bị suy giảm, vật liệu nghiền lại phải được trộn với nguyên liệu thô theo tỷ lệ nghiền lại thích hợp để được tái sử dụng trong quy trình ép phun.
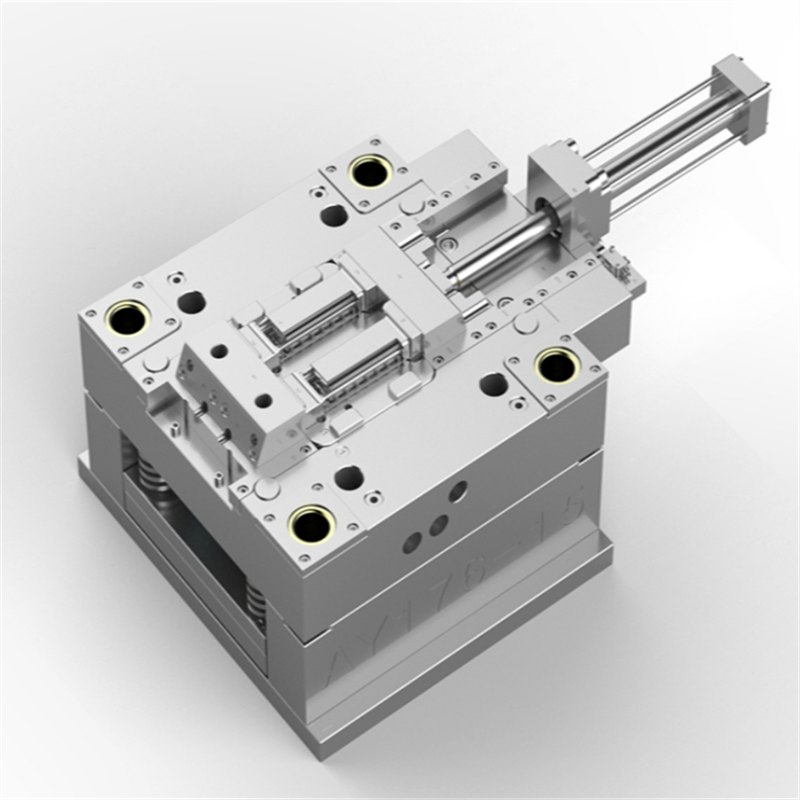
dụng cụ
Quá trình ép phun sử dụng khuôn, thường được làm bằng thép hoặc nhôm, làm công cụ tùy chỉnh. Khuôn có nhiều thành phần, nhưng có thể được chia thành hai nửa. Mỗi nửa được gắn bên trong máy ép phun và nửa sau được phép trượt để có thể mở và đóng khuôn dọc theo đường chia khuôn. Hai thành phần chính của khuôn là lõi khuôn và lòng khuôn. Khi khuôn được đóng lại, khoảng trống giữa lõi khuôn và khoang khuôn tạo thành khoang chi tiết, khoang này sẽ được lấp đầy bằng nhựa nóng chảy để tạo ra chi tiết mong muốn. Khuôn nhiều khoang đôi khi được sử dụng, trong đó hai nửa khuôn tạo thành một số khoang giống hệt nhau.
Mỗi lõi khuôn và khoang khuôn được gắn vào đế khuôn, sau đó được cố định vào các trục lăn bên trong máy ép phun. Nửa trước của đế khuôn bao gồm một tấm đỡ để gắn khoang khuôn, ống lót phun, trong đó vật liệu sẽ chảy từ vòi vào, và một vòng định vị, để căn chỉnh đế khuôn với vòi. Nửa sau của đế khuôn bao gồm hệ thống đẩy mà lõi khuôn được gắn vào đó và một tấm đỡ. Khi bộ phận kẹp tách các nửa khuôn, thanh đẩy sẽ kích hoạt hệ thống đẩy. Thanh đẩy đẩy tấm đẩy về phía trước bên trong hộp đẩy, từ đó đẩy các chốt đẩy vào phần đúc. đầu phunchốt đẩy phần đông đặc ra khỏi khoang khuôn mở.
Để nhựa nóng chảy chảy vào các khoang khuôn, một số kênh được tích hợp vào thiết kế khuôn. Đầu tiên, nhựa nóng chảy đi vào khuôn thông qua ống dẫn. Các kênh bổ sung, được gọi là đường chạy, mang nhựa nóng chảy từ ống dẫn đến tất cả các lỗ hổng phải được lấp đầy. Ở cuối mỗi đường chạy, nhựa nóng chảy đi vào khoang thông qua một cổng điều hướng dòng chảy. Nhựa nóng chảy đông đặc bên trong các thanh trượt này được gắn vào bộ phận và phải được tách ra sau khi bộ phận được đẩy ra khỏi khuôn. Tuy nhiên, đôi khi các hệ thống chạy nóng được sử dụng để làm nóng các kênh một cách độc lập, cho phép vật liệu bên trong bị nóng chảy và tách ra khỏi bộ phận. Một loại kênh khác được tích hợp vào khuôn là các kênh làm mát. Các kênh này cho phép nước chảy qua thành khuôn, tiếp giáp với khoang và làm mát nhựa nóng chảy.
Ngoài đường dẫn và cổng, còn có nhiều vấn đề thiết kế khác phải được xem xét khi thiết kế khuôn. Thứ nhất, khuôn phải cho phép nhựa nóng chảy dễ dàng chảy vào tất cả các khoang. Điều quan trọng không kém là việc loại bỏ phần đông đặc ra khỏi khuôn, vì vậy phải áp dụng một góc nháp cho thành khuôn. Thiết kế của khuôn cũng phải phù hợp với bất kỳ tính năng phức tạp nào trên bộ phận, chẳng hạn như đường cắt hoặc ren, điều này sẽ yêu cầu các miếng khuôn bổ sung. Hầu hết các thiết bị này trượt vào khoang bộ phận thông qua mặt bên của khuôn, và do đó được gọi là thanh trượt hoặc hành động phụ. Loại hành động phụ phổ biến nhất là lõi phụ cho phép tạo khuôn phần gạch dưới bên ngoài. Các thiết bị khác đi vào qua phần cuối của khuôn dọc theo hướng phân khuôn, chẳng hạn như bộ nâng lõi bên trong, có thể tạo thành một đường cắt bên trong. Để đúc các ren vào bộ phận, cần có một thiết bị tháo vít, thiết bị này có thể xoay ra khỏi khuôn sau khi các ren đã được hình thành.


Ép phun là phương pháp tạo hình sản phẩm bằng cách bơm nhựa nóng chảy vào khuôn, sau đó làm nguội và đông đặc, phù hợp cho sản xuất hàng loạt và các sản phẩm có hình dạng phức tạp. Không chỉ các bộ phận ô tô bằng nhựa, các bộ phận ép nhựa được sử dụng trong nhiều ngành công nghiệp và cuộc sống hàng ngày của chúng ta. Chúng tôi cung cấp dịch vụ ép phun chất lượng cao với chi phí thấp, vui lòng liên hệ với chúng tôi nếu có bất kỳ sản phẩm nhựa tùy chỉnh nào.
TÌM HIỂU THÊM
Ép phun là một trong những quy trình sản xuất thường được sử dụng nhất để tạo ra các bộ phận bằng nhựa. Nhờ có độ chính xác cao, khả năng lặp lại và hiệu quả chi phí trên quy mô lớn, ép phun được sử dụng để sản xuất nhiều sản phẩm và bộ phận khác nhau, từ vật dụng y tế nhỏ nhất cho đến các bộ phận ô tô, hàng không vũ trụ và quốc phòng lớn. Quá trình ép phun yêu cầu máy ép phun, vật liệu nhựa thô và khuôn gia công. Vật liệu nhựa thô đầu tiên được nấu chảy trong bộ phận phun và sau đó được bơm vào khuôn — thường được gia công từ thép hoặc nhôm — nơi nó nguội đi và đông đặc lại thành phần nhựa cuối cùng. Các bước chính trong quy trình ép phun là kẹp, tiêm, làm mát và đẩy ra.
TÌM HIỂU THÊM
Ngành công nghiệp Papler cung cấp các dịch vụ chính bao gồm ép khuôn, ép khuôn & ép phun hai màu, cũng như gia công CNC. Với hơn 10 năm kinh nghiệm, ngành công nghiệp Papler có thể sản xuất các bộ phận ép phun tùy chỉnh với giá cả phải chăng, các bộ phận đúc chèn và các bộ phận ép xung theo thông số kỹ thuật, bản vẽ hoặc mẫu của khách hàng.
TÌM HIỂU THÊM
Ép phun & ép phun là quy trình sản xuất được sử dụng phổ biến nhất để sản xuất các bộ phận bằng nhựa. Nó đề cập đến phương pháp dưới một nhiệt độ nhất định, vật liệu nhựa nóng chảy hoàn toàn bằng cách khuấy trục vít được bơm vào khoang khuôn với áp suất cao, sau đó được làm mát và hóa rắn để thu được sản phẩm đúc phun. Phương pháp này thực sự tiết kiệm chi phí và nó phù hợp cho việc sản xuất hàng loạt các bộ phận có hình dạng phức tạp. Chủ yếu có sáu giai đoạn: đóng khuôn, phun keo, duy trì áp suất, làm mát, mở khuôn và loại bỏ sản phẩm. Đúc cũng có nhiều loại vật liệu, màu sắc và cấu hình nhất khi so sánh với gia công CNC hoặc thậm chí in 3D. Ngoài vật liệu, các bộ phận đúc phun có thể có mỹ phẩm, chất đánh bóng hoặc kết cấu bề mặt tùy chỉnh.
TÌM HIỂU THÊM
Ép phun là quá trình sản xuất, trong đó vật liệu nóng chảy được bơm vào khuôn dưới áp suất cao. Sau đó, nó được làm mát và hóa rắn để thu được sản phẩm cuối cùng. Khi bạn cần tạo ra các sản phẩm hàng loạt hiệu quả cao với tốc độ nhanh hơn thì ép phun là một trong những kỹ thuật tốt nhất để hoàn thành công việc. Đây là một trong những phương pháp đáng tin cậy nhất để sản xuất các bộ phận bằng nhựa và nó mang lại nhiều đặc tính thân thiện với sản xuất sinh lợi. Nó được sử dụng rộng rãi trong nhiều ngành công nghiệp do các thuộc tính tuyệt vời của nó như khả năng tạo ra các thiết kế bộ phận phức tạp, các tùy chọn màu sắc và vật liệu khổng lồ, độ bền được tăng cường và nhiều tính năng khác.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang.
TÌM HIỂU THÊM
Ép phun sử dụng máy chuyên dụng có ba phần: bộ phận phun, khuôn và kẹp. Các bộ phận được ép phun phải được thiết kế rất cẩn thận để tạo điều kiện thuận lợi cho quá trình đúc; vật liệu được sử dụng cho bộ phận, hình dạng và tính năng mong muốn của bộ phận, vật liệu của khuôn và các đặc tính của máy đúc đều phải được tính đến. Tính linh hoạt của ép phun được tạo điều kiện thuận lợi bởi phạm vi cân nhắc và khả năng thiết kế này.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận với khối lượng lớn. Nó thường được sử dụng trong các quy trình sản xuất hàng loạt trong đó cùng một bộ phận được tạo ra hàng nghìn hoặc thậm chí hàng triệu lần liên tiếp.
TÌM HIỂU THÊM
Ép phun là một phương pháp để thu được các sản phẩm đúc bằng cách bơm vật liệu nhựa nóng chảy bằng nhiệt vào khuôn, sau đó làm mát và đông đặc chúng.Phương pháp này phù hợp với việc sản xuất hàng loạt các sản phẩm có hình dạng phức tạp và chiếm phần lớn trong lĩnh vực gia công nhựa.
TÌM HIỂU THÊM
Ép phun nhựa nguyên mẫu là quy trình được sử dụng để sản xuất các bộ phận nhựa tùy chỉnh với khối lượng thấp hoặc cao cho mục đích thương mại và công nghiệp. Từ các bộ phận an toàn ô tô phức tạp đến các sản phẩm đơn giản như hộp đựng danh thiếp, các ứng dụng trải rộng trên nhiều ngành công nghiệp. Các chuyên gia ép phun của chúng tôi mong muốn được làm việc với bạn trong dự án xây dựng khuôn mẫu của bạn như là bước tiếp theo để sản xuất các bộ phận đúc tùy chỉnh của bạn.
TÌM HIỂU THÊM
Ép nhựa có chi phí sản xuất thấp, tạo ra các bộ phận nhựa có độ chính xác cao và có thể hoạt động với bất kỳ vật liệu nhựa nhiệt dẻo nào. Ép phun có thể xử lý hầu hết khối lượng vận hành sản xuất, sản xuất các bộ phận có kích thước khác nhau và có tính lặp lại cao.
TÌM HIỂU THÊM
Các bộ phận và linh kiện bằng nhựa được biết là giúp giảm chi phí và tăng hiệu quả trong nhiều ngành công nghiệp – nhưng không nơi nào lợi thế của nhựa rõ ràng hơn trong ngành phụ tùng nhựa ô tô. Nhựa giúp tăng hiệu suất sử dụng nhiên liệu, cải thiện khả năng chống ăn mòn, thiết kế linh hoạt hơn, độ bền vượt trội, hiệu suất cao hơn và chi phí thấp hơn. Đáng chú ý là dễ uốn, nhựa cũng đủ bền để giữ cấu trúc và hình dạng của chúng.
TÌM HIỂU THÊM
Công cụ khuôn phun in 3D cho phép các nhà thiết kế in và tạo khuôn nhiều lần lặp lại của một bộ phận. Điều này giúp họ tự do khám phá nhiều thiết kế hơn và tự tin rằng thiết kế cuối cùng của họ sẽ là thiết kế phù hợp.
TÌM HIỂU THÊM
ép phun nhựa là một quy trình sản xuất cho phép các bộ phận được sản xuất với số lượng lớn. Nó hoạt động bằng cách bơm vật liệu nóng chảy vào khuôn. Nó thường được sử dụng như một quy trình sản xuất hàng loạt để sản xuất hàng nghìn mặt hàng giống hệt nhau. Vật liệu ép phun bao gồm kim loại, thủy tinh, chất đàn hồi và bánh kẹo, mặc dù nó được sử dụng phổ biến nhất với nhựa nhiệt dẻo và polyme nhiệt rắn.
TÌM HIỂU THÊM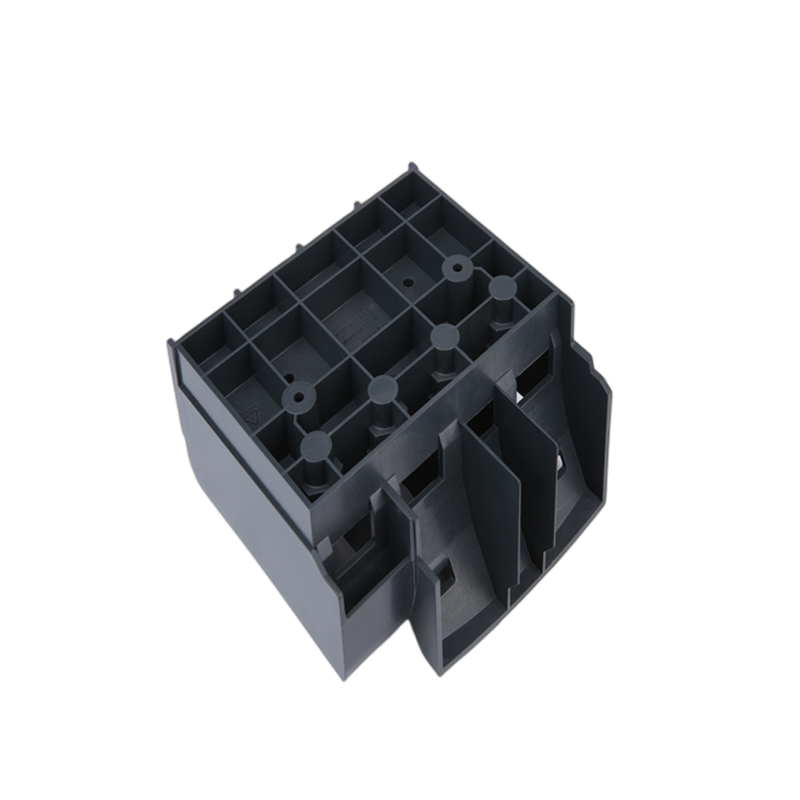
Papler Industry Co.,Ltd có hai tùy chọn dịch vụ ép phun nhựa - tạo mẫu và sản xuất theo yêu cầu - với mỗi tùy chọn mang lại lợi ích riêng tùy thuộc vào nhu cầu dự án của bạn. Nếu số lượng bộ phận cao hơn, giá bộ phận phải chăng là quan trọng và việc sản xuất quay vòng nhanh trong suốt vòng đời sản phẩm là rất quan trọng. Đối với điều này, tùy chọn sản xuất theo yêu cầu của chúng tôi là lý tưởng.
TÌM HIỂU THÊM
ép phun nhựa là một quá trình vô giá để tạo ra các bộ phận bằng nhựa. Quá trình này nhanh, rẻ và giúp tạo ra khối lượng lớn các đối tượng giống hệt nhau. Một trong những ưu điểm đáng kể nhất của ép phun là bề mặt hoàn thiện tự nhiên của các bộ phận đúc. Ngay cả khi không có bất kỳ lớp hoàn thiện bề mặt đúc phun hoặc xử lý sau xử lý nào, các bộ phận đúc có bề mặt nhẵn phù hợp cho nhiều mục đích sử dụng.
TÌM HIỂU THÊM
Công ty TNHH Công nghiệp Papler đã và đang cung cấp các sản phẩm khuôn ép nhựa chất lượng cao. Thiết kế các sản phẩm nhựa, xây dựng khuôn ép nhựa chất lượng cực cao và chuyên môn kỹ thuật trong ép nhựa là DNA của công ty chúng tôi. Từ việc giúp khách hàng thiết kế các bộ phận nhựa tùy chỉnh của họ đến cung cấp dịch vụ ép phun tùy chỉnh khối lượng lớn và nhỏ, ép phun nguyên mẫu và đúc chèn, chúng tôi liên tục nâng cao khả năng của mình thông qua nhu cầu của khách hàng.
TÌM HIỂU THÊM
Ép phun nhựa là một quy trình sản xuất trong đó nhựa trong thùng được nung nóng đến trạng thái nóng chảy, sau đó được bắn vào khuôn để tạo thành bộ phận nhựa nhiệt dẻo cấp sản xuất cuối cùng.
TÌM HIỂU THÊM
Ép phun nhựa là quy trình được sử dụng phổ biến nhất để sản xuất các bộ phận bằng nhựa. Quá trình này cho phép tỷ lệ sản xuất cao, mang lại dung sai cao có thể lặp lại, cho phép linh hoạt để tạo ra các hình dạng phức tạp và thể hiện chi phí lao động thấp. Đồ họa có thể được thêm vào bằng cách kết hợp các bộ phận đúc phun nhựa với sơn và khắc laser.
TÌM HIỂU THÊM
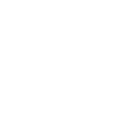
Hộp và vỏ điện tử bằng nhựa được thiết kế cho nhiều loại thiết bị điện tử, bao gồm bộ truyền âm thanh, bộ truyền video, máy trò chơi, thiết bị điều khiển từ xa, thiết bị kiểm tra, v.v. Những thùng loa này được làm bằng nhựa ABS và có độ bền vượt trội. Với đầy đủ các thiết bị sản xuất và sự quan tâm nghiêm ngặt đến các quy trình sản xuất, bao gồm thiết kế khuôn, ép phun, lắp ráp, v.v., chúng tôi đảm bảo độ chính xác của vỏ bọc. Chúng tôi cũng cung cấp các hộp và vỏ điện tử bằng nhựa tùy chỉnh để đáp ứng các yêu cầu đặc biệt.
TÌM HIỂU THÊM
Về mặt chức năng và thẩm mỹ, ánh sáng rất cần thiết cho ô tô. Hệ thống chiếu sáng hiện đại không chỉ phục vụ tầm nhìn phù hợp cho người lái mà còn góp phần nâng cao tính an toàn bằng công nghệ chiếu sáng thích ứng kết hợp với các hệ thống hỗ trợ lái tiên tiến. Công ty TNHH Công nghiệp Papler đang cung cấp nhiều giải pháp khác nhau cho đèn pha xe nhựa.
TÌM HIỂU THÊM
Đúc ép nhựa là quá trình cung cấp nhanh chóng nguyên mẫu, cầu nối và ép phun sản xuất bao gồm đúc quá mức, đúc chèn và urethane đúc.
TÌM HIỂU THÊM
Ép phun nhựa nhiệt dẻo là một quy trình sản xuất tạo ra các bộ phận có đầy đủ chức năng bằng cách bơm nhựa dẻo vào khuôn tạo sẵn. Nó có một số danh mục phụ, chẳng hạn như ép phun nhanh, được sử dụng tốt nhất trong các nguyên mẫu tinh chỉnh trước khi sản phẩm được đưa vào sản xuất. Một danh mục phụ khác, ép phun sản xuất, được sử dụng tốt nhất để chạy toàn bộ sản phẩm.
TÌM HIỂU THÊM
Các nhà phát triển sử dụng quy trình ép phun nhựa nhiệt dẻo cho nhiều ứng dụng, vì nó có thể sản xuất bất kỳ thứ gì từ tấm cửa ô tô cho đến vỏ điện thoại di động với độ chính xác và bề mặt hoàn thiện tốt. Hơn nữa, đó là tiêu chuẩn công nghiệp để sản xuất các bộ phận khuôn nhựa, vì vậy các nhà phát triển có thể chắc chắn rằng họ đang đưa ra một sản phẩm chất lượng nếu họ đi theo con đường này trong quá trình phát triển.
TÌM HIỂU THÊM
Ép phun là một quá trình trong đó các hạt nhựa được nấu chảy và bơm dưới áp suất cao vào khoang khuôn. Các bộ phận đúc sau đó được đẩy ra và quy trình được lặp lại. Các sản phẩm hoàn chỉnh sau đó có thể được sử dụng nguyên trạng hoặc như một thành phần của các sản phẩm khác.
TÌM HIỂU THÊM
Ép phun sử dụng áp suất rất cao và thông thường máy là thủy lực hoặc điện. Dụng cụ cho các ứng dụng ép phun sản xuất phải có khả năng tồn tại dưới áp suất cao và được làm từ thép hoặc nhôm. Chi phí dụng cụ cao tiềm ẩn thường ảnh hưởng đến tính kinh tế của ứng dụng đúc nhựa. Ép phun là một cách hiệu quả để tạo các bộ phận tùy chỉnh.
TÌM HIỂU THÊM
Ép phun là Khuôn được tạo dựa trên tệp CAD. Đó là phần tốn nhiều công sức của quy trình vì phải mất thời gian để tạo khuôn. Những khuôn như vậy thường được làm từ nhôm hoặc thép. Sau khi tạo khuôn, nhựa nhiệt dẻo được bơm vào khuôn và sau đó để khô và tạo thành bộ phận. Đầu tiên, vật liệu được đưa vào một thùng nung nóng trước khi được đưa vào khuôn để làm lạnh và xử lý. Sau khi xử lý, bộ phận được lấy ra khỏi khuôn và quy trình bắt đầu lại cho đến khi quá trình chạy bộ phận hoàn tất.
TÌM HIỂU THÊM
Ép phun là một trong những phương pháp sản xuất truyền thống linh hoạt nhất, tạo ra các bộ phận phức tạp, bền và đáng tin cậy. Ép phun sản xuất các bộ phận phục vụ một loạt các mục đích.
TÌM HIỂU THÊM
Khi một khuôn được tạo ra, ép phun sẽ tạo ra các bộ phận cực kỳ nhanh, làm cho nó trở thành một phương pháp lý tưởng để sản xuất số lượng lớn.
TÌM HIỂU THÊM
Với nhiều loại nhựa để lựa chọn, ép phun là một quy trình linh hoạt có khả năng sản xuất các bộ phận cho nhiều ngành công nghiệp.
TÌM HIỂU THÊM
Quá trình làm thế nào để tạo ra các bộ phận bằng nhựa bao gồm bốn bước cơ bản: đưa ra một thiết kế, quyết định quy trình sản xuất, xây dựng một nguyên mẫu và sau đó sản xuất thiết kế. Chọn một nhà sản xuất phụ tùng nhựa có kinh nghiệm có thể cung cấp hỗ trợ và phản hồi qua từng bước của quy trình sẽ tăng cơ hội thành công của bạn.
TÌM HIỂU THÊM
Công nghiệp Papler cung cấp dịch vụ ép phun nhựa cho nhiều ngành công nghiệp bao gồm các sản phẩm tiêu dùng, thiết bị và đồ gia dụng, OEM, bao bì, đồ chơi, đồ nội thất cũng như ngành hàng dệt kim và may mặc.
TÌM HIỂU THÊM
Vỏ nhựa được thiết kế để chứa và bảo vệ các linh kiện điện và điện tử nhạy cảm trong nhiều ứng dụng. Vỏ nhựa bền và chất lượng cao của chúng tôi được đúc từ nhựa ABS chống cháy hoặc polycarbonate chống va đập cho các ứng dụng trong nhà hoặc ngoài trời yêu cầu vỏ bọc phi kim loại. Có sẵn trong một loạt các kích cỡ, hình dạng và màu sắc, lựa chọn của chúng tôi đảm bảo bạn có thể tìm thấy giải pháp phù hợp cho bất kỳ ứng dụng nào.
TÌM HIỂU THÊM
Vỏ nhựa được thiết kế để chứa và bảo vệ các linh kiện điện và điện tử nhạy cảm trong nhiều ứng dụng. Vỏ nhựa bền và chất lượng cao của chúng tôi được đúc từ nhựa ABS chống cháy hoặc polycarbonate chống va đập cho các ứng dụng trong nhà hoặc ngoài trời yêu cầu vỏ bọc phi kim loại.
TÌM HIỂU THÊM
Ép phun tạo ra nhiều hộp và bồn nhựa dùng để đóng gói các sản phẩm tiêu dùng. Các sản phẩm đúc phun khác được tìm thấy trong nhiều hộ gia đình bao gồm đồ uống, nắp chai, hộp đựng cây trồng, phụ kiện đồ nướng, bệ ngồi trong nhà vệ sinh và đồ đạc ngoài trời.Nhựa được sử dụng trong ép phun rất bền để sử dụng lặp đi lặp lại và chịu được sự thay đổi của thời tiết và nhiệt độ tốt cho các ứng dụng ngoài trời.
TÌM HIỂU THÊM
Các sản phẩm đúc phun được sử dụng rộng rãi trong mọi lĩnh vực của nền kinh tế quốc dân như giao thông vận tải, bao bì, bưu chính viễn thông, thông tin liên lạc, xây dựng, đồ gia dụng, máy tính, hàng không vũ trụ, quốc phòng, v.v. Chúng đã trở thành tư liệu sản xuất và hàng tiêu dùng không thể thiếu .
TÌM HIỂU THÊM
Máy ép nhựa có các sản phẩm ép phun tương đối đa dạng và nhiều ứng dụng, đặc biệt là trong ngành sản xuất thiết bị và ô tô, có nhiều sản phẩm ép phun hình dạng cho các phụ kiện.
TÌM HIỂU THÊM
Nhựa rất phổ biến và các nhà sản xuất sử dụng các phương pháp khác nhau khi sản xuất các sản phẩm nhựa. Một trong những phương pháp phổ biến nhất trong số các phương pháp này là ép phun. Bên cạnh đó, các nhà sản xuất sử dụng quy trình này vì nó tiết kiệm chi phí và hỗ trợ sản xuất các bộ phận chất lượng cao.
TÌM HIỂU THÊM
Mặc dù nhựa không dẫn điện nhưng chúng vẫn có chỗ đứng trong ngành công nghiệp điện tử. Ngành công nghiệp này sử dụng phương pháp ép phun để sản xuất các tấm mặt điện và các thiết bị điện tử khác.Bên cạnh đó, nhựa được các nhà sản xuất sử dụng trong ngành công nghiệp điện tử thường bền với khả năng chống điện cực tốt. Các ứng dụng ép phun bao gồm sản xuất điều khiển từ xa, máy tính, dụng cụ y tế, tivi, móc chìa khóa, v.v.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất để sản xuất các bộ phận bằng cách bơm vật liệu nóng chảy vào khuôn hoặc khuôn. Ép phun có thể được thực hiện với nhiều loại vật liệu chủ yếu bao gồm kim loại (mà quy trình này được gọi là đúc khuôn), thủy tinh, chất đàn hồi, bánh kẹo và phổ biến nhất là nhựa nhiệt dẻo và polyme nhiệt rắn. Vật liệu cho bộ phận được đưa vào một thùng nung nóng, trộn lẫn (sử dụng vít xoắn ốc) và bơm vào khoang khuôn, nơi nó nguội đi và cứng lại theo cấu hình của khoang. Sau khi một sản phẩm được thiết kế, thường là bởi một nhà thiết kế công nghiệp hoặc một kỹ sư, các khuôn được tạo bởi một nhà sản xuất khuôn (hoặc thợ chế tạo công cụ) từ kim loại, thường là thép hoặc nhôm, và được gia công chính xác để tạo thành các tính năng của bộ phận mong muốn. Ép phun được sử dụng rộng rãi để sản xuất nhiều bộ phận khác nhau, từ những bộ phận nhỏ nhất đến toàn bộ thân xe ô tô. Những tiến bộ trong công nghệ in 3D, sử dụng photopolyme không tan chảy trong quá trình ép phun một số loại nhựa nhiệt dẻo ở nhiệt độ thấp hơn, có thể được sử dụng cho một số khuôn ép phun đơn giản.
TÌM HIỂU THÊM LIÊN HỆ CHÚNG TÔI
LIÊN HỆ CHÚNG TÔI Địa chỉ nhà : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Địa chỉ nhà : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 E-mail : roger@ppl2009.com
E-mail : roger@ppl2009.com


 IPv6 MẠNG ĐƯỢC HỖ TRỢ
IPv6 MẠNG ĐƯỢC HỖ TRỢ