Các khuôn có độ chính xác cao để sao chép các thành phần quang học có cấu trúc như thấu kính Fresnel hoặc mảng lăng kính được tạo ra bằng phương pháp gia công kim cương hoặc mài chính xác. Trong một số trường hợp, chất lượng bề mặt của các thành phần được sao chép không đủ để đáp ứng nhu cầu ngày càng tăng về độ nhám bề mặt và độ chính xác của hình dạng đối với các ứng dụng quang học. Do đó, việc đánh bóng các cấu trúc sau đó có thể là cần thiết. Trong công việc này, các khuôn có cấu trúc đã được hoàn thiện bằng quy trình đánh bóng mài mòn mới được phát triển, bằng đánh bóng bằng laze và bằng gia công dòng chảy mài mòn. Bài báo này tập trung vào các cơ chế loại bỏ vật liệu và chất lượng bề mặt có thể đạt được trong đánh bóng mài mòn. Chất lượng bề mặt được so sánh với chất lượng đạt được bằng cách đánh bóng bằng laze và gia công dòng mài mòn.
Quy trình sản xuất khuôn mẫu chính xác là gì?
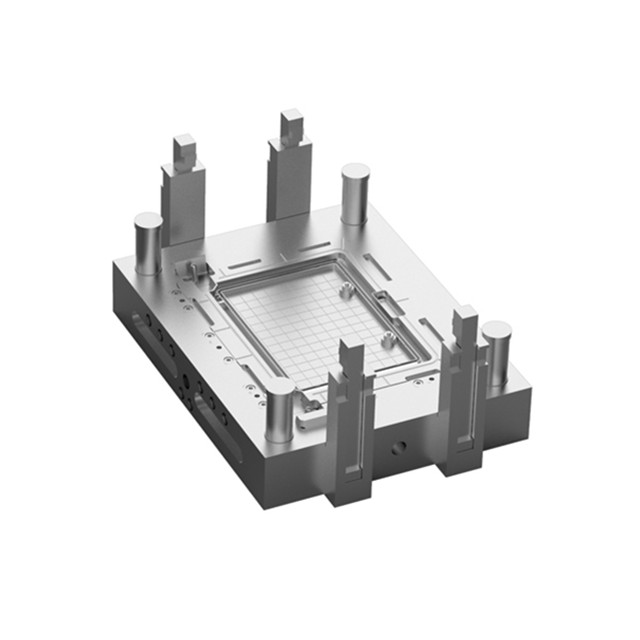
Mỗi bước trong quy trình từ khi ký đơn đặt hàng sản xuất khuôn chính xác đến việc giao khuôn đủ tiêu chuẩn cho khách hàng đều có thể ảnh hưởng đến chất lượng của khuôn. Quy trình sản xuất khuôn chính xác được kiểm soát theo kỹ thuật hệ thống và mọi liên kết phải được kiểm soát. 1. Kiểm soát vật liệu và xử lý nhiệt xử lý nhiệt các bộ phận khuôn để đạt được độ cứng vật liệu cần thiết của bộ phận, mà còn để làm cho quy trình xử lý bộ phận và kích thước và hình dạng sau xử lý ổn định, theo các bộ phận khác nhau của vật liệu và đặc điểm cấu trúc bộ phận , các phương pháp xử lý nhiệt khác nhau Phải kiểm soát ứng suất bên trong của quá trình xử lý nhiệt của bộ phận. Quá trình xử lý nhiệt phải được xây dựng để xem xét đầy đủ khả năng làm cứng của vật liệu.
Mỗi bước trong quy trình từ khi ký đơn đặt hàng sản xuất khuôn chính xác đến việc giao khuôn đủ tiêu chuẩn cho khách hàng đều có thể ảnh hưởng đến chất lượng của khuôn. Quy trình sản xuất khuôn chính xác được kiểm soát theo kỹ thuật hệ thống và mọi liên kết phải được kiểm soát.
Kiểm soát vật liệu và xử lý nhiệt
Quá trình xử lý nhiệt của các bộ phận khuôn cho phép các bộ phận đạt được độ cứng vật liệu cần thiết, đồng thời, quy trình xử lý bộ phận cũng như kích thước và hình dạng của các bộ phận có thể được ổn định. Có các phương pháp xử lý nhiệt khác nhau cho các bộ phận khác nhau và đặc điểm cấu trúc của các bộ phận. Việc kiểm soát và xây dựng quy trình xử lý nhiệt phải xem xét đầy đủ độ cứng, độ cứng, độ nhạy quá nhiệt và độ nhạy khử cacbon của vật liệu. Đối với các bộ phận có thành mỏng, nên sử dụng quy trình làm cứng bằng áp lực.
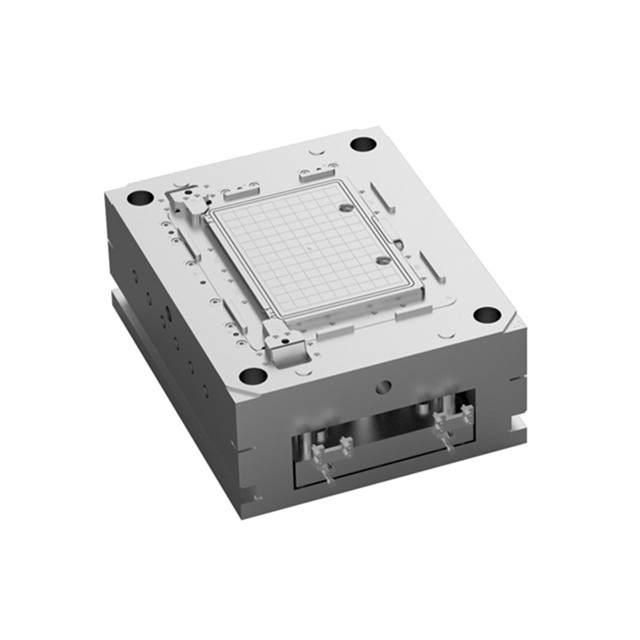
Kiểm soát xử lý mài chính xác
Mài là một quá trình quan trọng để xử lý khuôn chính xác. Để mài chính xác, cần kiểm soát chặt chẽ sự xuất hiện của biến dạng mài và vết nứt mài, thậm chí kiểm soát các vết nứt nhỏ trên bề mặt phôi.
Điều khiển EDM
Chuẩn bị xử lý cắt dây: Cắt dây sử dụng máy cắt dây chậm chính xác, độ chính xác xử lý ± 0,001mm, độ nhám Ra u003d 0,2um, chọn dây cắt nước khử ion có độ khử ion cao. Độ thẳng đứng đáp ứng các yêu cầu về độ chính xác xử lý. Vật liệu của dây cắt được điều chỉnh phù hợp với vật liệu của phôi được cắt, đảm bảo tốc độ xử lý hợp lý.
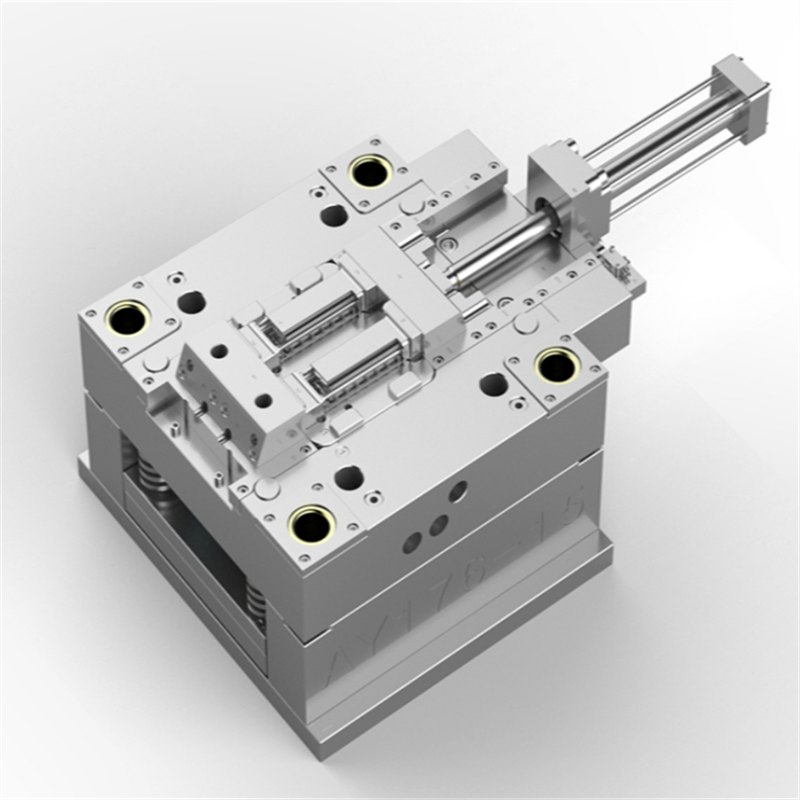
Xử lý bề mặt và lắp ráp khuôn
xử lý bề mặt: Sau khi hoàn thiện, bề mặt của phôi không có lỗ rỗng, độ cứng đồng đều, chênh lệch nhỏ về đặc tính đẳng hướng, ít tạp chất và vết dao, vết mài mòn và nồng độ ứng suất khác khi bề mặt của chi tiết không được xử lý. Sử dụng phương pháp đánh bóng, mài và mài băng ghế để làm mờ các cạnh sắc vô dụng của phôi. Bề mặt có màu trắng xám 6 ~ 10 m sau khi gia công điện. Lớp cứng được loại bỏ và lớp giòn với ứng suất dư. Trước khi sử dụng, sàn phải được làm cứng hoàn toàn.
Lắp ráp khuôn: Phôi gia công phải được khử từ hoàn toàn trước khi lắp ráp và bề mặt phải được làm sạch bằng etyl axetat. Trong quá trình mài và tạo khuôn điện, phôi sẽ có từ hóa nhất định, lực từ yếu và rất dễ hấp thụ một số mảnh vụn nhỏ. Trong quá trình: hiểu đầy đủ cấu trúc và yêu cầu kỹ thuật của bản vẽ lắp ráp và lắp ráp các loại bộ phận; liệt kê đúng thứ tự lắp ráp của từng bộ phận; kiểm tra độ chính xác về kích thước của từng bộ phận và làm rõ các yêu cầu khác nhau; Dụng cụ lắp ráp; trước hết lắp trụ dẫn hướng và ống bọc dẫn hướng của bộ phận khung khuôn, sau đó lắp cụm khối đúc khảm;

Papler Industry là một nhà sản xuất khuôn ép phun có kinh nghiệm. Chúng tôi đã xây dựng nhiều công cụ trong nhiều năm và có thể cung cấp cho bạn các giải pháp trong từng lĩnh vực. Chúng tôi có thể cung cấp hệ thống hàn Laserstar Laser mới của mình để trợ giúp tất cả các thay đổi về sửa chữa hoặc kỹ thuật của bạn. Liên hệ với chúng tôi để báo giá cho dự án của bạn.
TÌM HIỂU THÊM
Ép phun là một quy trình sản xuất phổ biến để sản xuất số lượng lớn các bộ phận bằng nhựa từ vật liệu gọi là nhựa nhiệt dẻo. Đó là quá trình nấu chảy nhựa, bơm nhựa vào khuôn rồi lặp lại quy trình để tạo ra hàng nghìn, thậm chí hàng triệu bộ phận giống nhau.
TÌM HIỂU THÊM
Ép phun nhựa tùy chỉnh là lý tưởng cho các bộ phận nhựa mà thành công phụ thuộc vào việc đạt được các tính năng cơ học hoặc thẩm mỹ cụ thể. Không xa lạ gì với sự phức tạp, những thử thách thiết kế thực sự khơi dậy mong muốn đổi mới của chúng tôi dành cho bạn.
TÌM HIỂU THÊM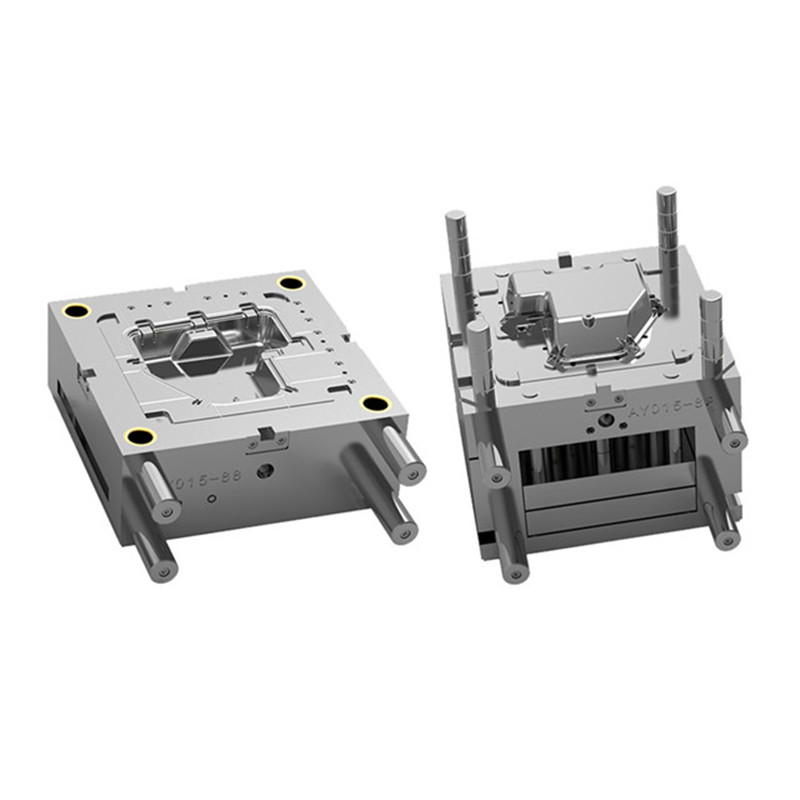
Khuôn là một công cụ ép phun đặc biệt. Các nhà sản xuất linh kiện đúc tùy chỉnh thiết kế và chế tạo khuôn dành riêng cho bộ phận mà họ sẽ sản xuất. Khi quá trình sản xuất một bộ phận kết thúc, các chuyên gia sẽ thay thế khuôn bằng một khuôn mới cho bộ phận tiếp theo mà họ cần sản xuất.
TÌM HIỂU THÊM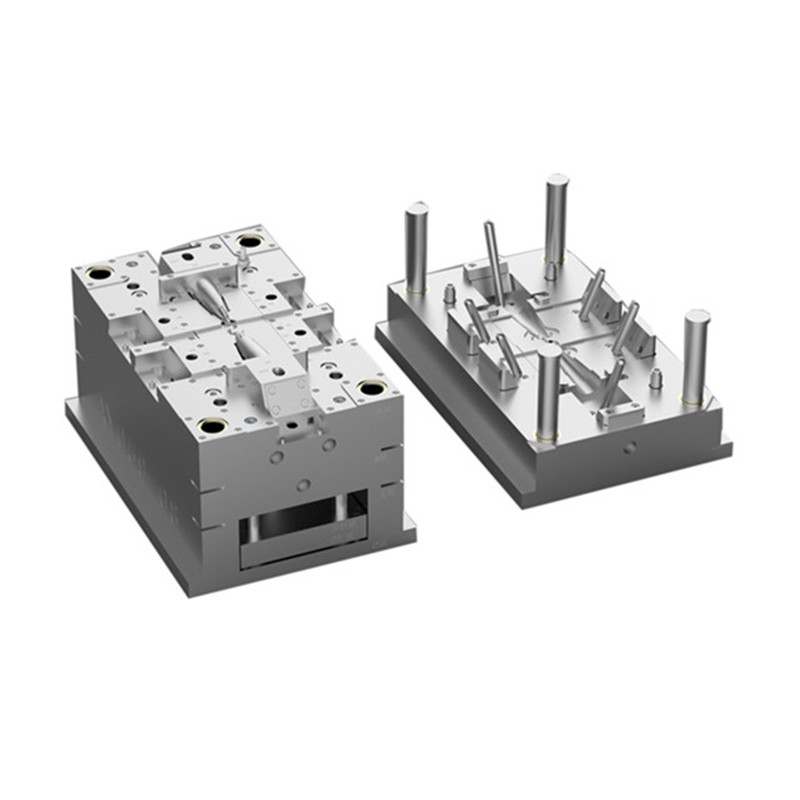
Nhựa ABS là nhựa nhiệt dẻo, có ứng dụng trong nhiều ngành công nghiệp đòi hỏi sản xuất vật liệu bền và chịu va đập. Là một vật liệu nhiệt dẻo, ABS không cháy khi đun nóng. Thay vào đó, nó trở thành chất lỏng trong quá trình đúc ABS để đảm bảo quá trình ép phun và tái chế dễ dàng.
TÌM HIỂU THÊM
Thiết kế lõi & khoang của dụng cụ khuôn ép nhựa là yếu tố tạo nên hình dạng của sản phẩm cuối cùng, nhưng có một số chức năng khác của dụng cụ rất quan trọng đối với sự hình thành chính xác của sản phẩm cuối cùng. Công cụ này đóng một vai trò quan trọng trong tốc độ làm mát chính xác của phần nhựa đúc. Nếu vật liệu nhựa đặt sai tốc độ, có thể xảy ra biến dạng và ứng suất. Vật liệu của dụng cụ nên được chọn để lưu ý đến tốc độ làm mát. Một số vật liệu nhựa có thể cần được đúc trong công cụ làm mát bằng nước.
TÌM HIỂU THÊM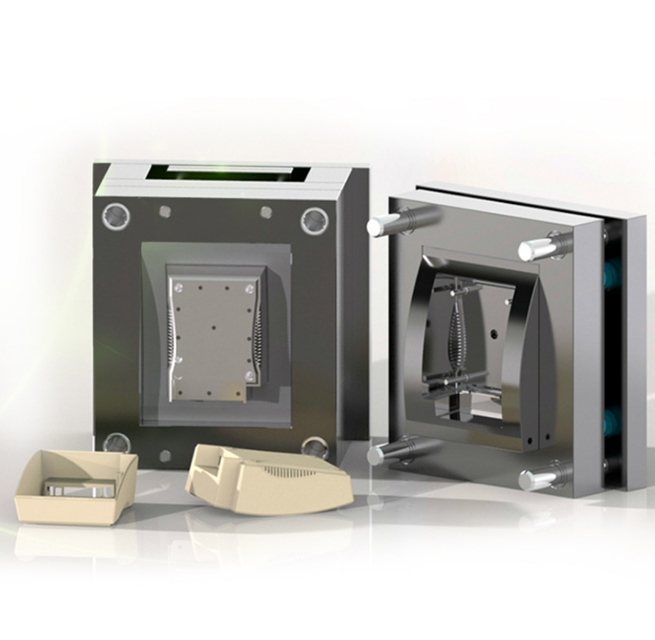
Papler Industry là nhà sản xuất khuôn ép phun có trụ sở tại Trung Quốc. Với nội bộ của chúng tôithiết bị sản xuất chính xác, chúng tôi có thể cung cấp nhiều dịch vụ: thiết kế sản phẩm,thiết kế khuôn mẫu, làm khuôn và ép phun.
TÌM HIỂU THÊM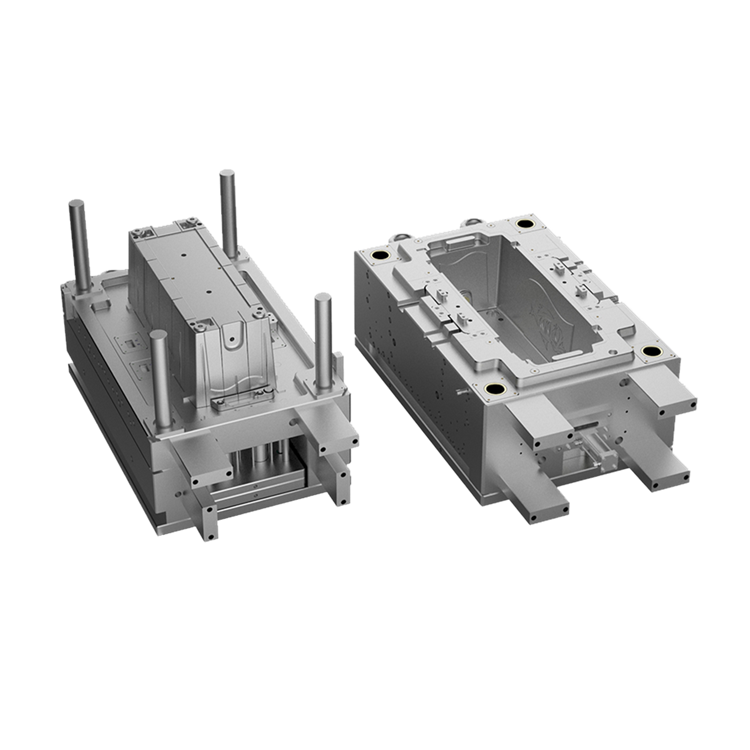
Đúc ép nhựa là quá trình đẩy hoặc bơm nhựa nóng chảy vào khoang khuôn. Nhựa dẻo được đưa vào thùng đã được làm nóng, trộn đều và bơm vào dụng cụ, tại đây nhựa được làm nguội và cứng lại theo cấu hình của khoang khuôn. Quy trình đúc của Công ty TNHH Công nghiệp Papler lý tưởng cho các hoạt động sản xuất cao hoặc thấp và có thể xử lý các thách thức về hình học phức tạp.
TÌM HIỂU THÊM
Các khuôn có độ chính xác cao để sao chép các thành phần quang học có cấu trúc như thấu kính Fresnel hoặc mảng lăng kính được tạo ra bằng phương pháp gia công kim cương hoặc mài chính xác. Trong một số trường hợp, chất lượng bề mặt của các thành phần được sao chép không đủ để đáp ứng nhu cầu ngày càng tăng về độ nhám bề mặt và độ chính xác của hình dạng đối với các ứng dụng quang học. Do đó, việc đánh bóng các cấu trúc sau đó có thể là cần thiết. Trong công việc này, các khuôn có cấu trúc đã được hoàn thiện bằng quy trình đánh bóng mài mòn mới được phát triển, bằng đánh bóng bằng laze và bằng gia công dòng chảy mài mòn. Bài báo này tập trung vào các cơ chế loại bỏ vật liệu và chất lượng bề mặt có thể đạt được trong đánh bóng mài mòn. Chất lượng bề mặt được so sánh với chất lượng đạt được bằng cách đánh bóng bằng laze và gia công dòng mài mòn.
TÌM HIỂU THÊM
Khuôn ép nhựa nguyên mẫu tạo ra các bộ phận đúc phun thực sự để thử nghiệm chức năng. Chúng cũng có thể đóng vai trò là công cụ cầu nối để lấp đầy khoảng trống sản xuất đối với công cụ sản xuất. Khuôn nguyên mẫu được xây dựng nhanh chóng; bộ phận có hình dạng và chức năng mà một bộ phận nguyên mẫu bằng nhựa sẽ cần để thử nghiệm hình thức, độ vừa vặn và chức năng, nhưng có thể không có các chi tiết đẹp như sở thích về màu sắc hoặc bề mặt hoàn thiện. Khuôn nguyên mẫu được bảo hành lên đến 10.000 chu kỳ.
TÌM HIỂU THÊM
Khuôn phun chính xác có dung sai kích thước được kiểm soát dưới 1/3 dung sai kích thước của sản phẩm. Độ chính xác của khuôn phụ thuộc vào độ chính xác của kích thước khoang và số lượng khoang trong thiết kế, vị trí của khoang, độ chính xác của bề mặt phân chia, lựa chọn vật liệu và dung sai kích thước. Độ dày của tấm đáy, tấm đỡ và thành khoang cũng như kích thước đường dẫn đều là những yếu tố quan trọng của khuôn chính xác. Kỹ thuật thiết kế cũng quan trọng không kém. Khuôn thường làm bằng thép hợp kim, có độ bền cơ học cao.
TÌM HIỂU THÊM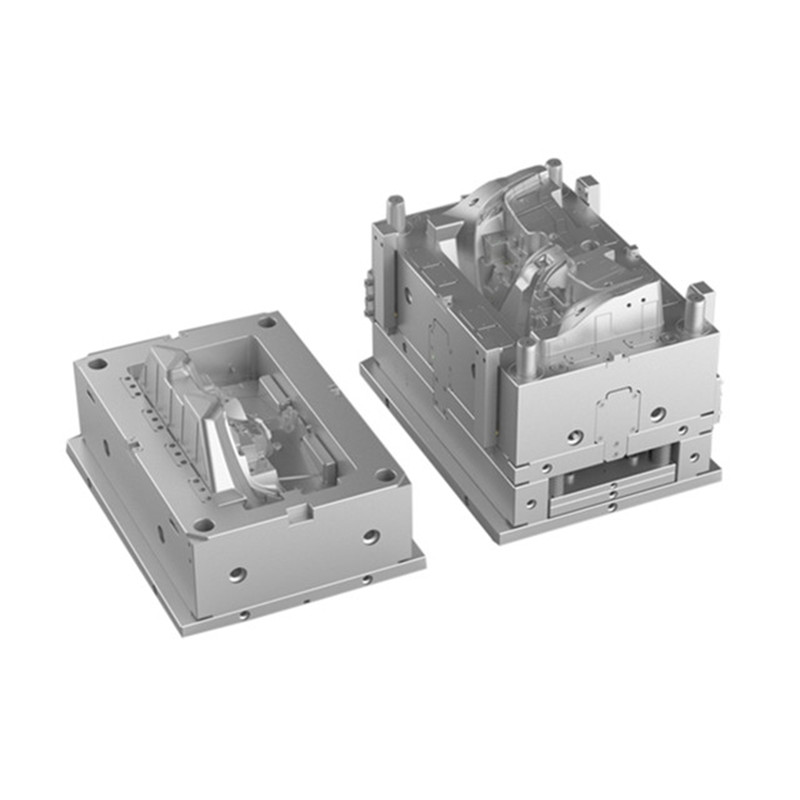
Công ty TNHH Công nghiệp Papler sử dụng phương pháp ép phun nhanh, một quy trình dựa trên công nghệ thúc đẩy tự động hóa sản xuất. Các mô hình CAD được gửi trực tiếp đến sàn sản xuất nơi quá trình phay khuôn bắt đầu, nhưng trong hầu hết các trường hợp, khuôn được chế tạo từ nhôm chứ không phải thép. Điều này cho phép tạo ra dụng cụ nhanh hơn và tiết kiệm chi phí nhất khi so sánh với khuôn thép truyền thống.
TÌM HIỂU THÊM
Thiết kế khuôn là một phần cơ bản nhưng quan trọng trong ép phun, bất kể kích thước và vị trí của cổng, kích thước của cạnh cắt, hỗ trợ dòng chảy, làm mát và công nghệ phun, tất cả đều ảnh hưởng đến kết quả phun khuôn cuối cùng. Không ngoa khi nói rằng thiết kế khuôn có tác động đáng kể đến hiệu quả chi phí và chất lượng của các bộ phận đúc và sản phẩm của bạn.
TÌM HIỂU THÊM
Đúc chính xác là công nghệ mới nhất trong thế giới ép phun nhựa. Đúc chính xác là một loại khuôn nhựa có quy trình thiết kế khuôn phức tạp và đắt tiền nhất trên thị trường.
TÌM HIỂU THÊM
Ép phun chính xác là một quá trình đòi hỏi kỹ thuật cao và sử dụng khuôn chính xác và máy móc chính xác. Quy trình của khuôn chính xác khác với khuôn ép thông thường nhưng nó vẫn thuộc về khuôn ép. Nó yêu cầu dung sai nghiêm ngặt ± 0,01 mm và nó sẽ được xử lý bằng máy móc và kỹ thuật có độ chính xác cao. Nó có các yêu cầu nghiêm ngặt đối với việc thông gió, chảy vật liệu và làm mát để cho phép các thông số đúc ổn định.
TÌM HIỂU THÊM
Bản thân các khuôn phải được chế tạo sao cho có thể lắp các bộ phận khác nhau, thoát khí khi vật liệu được bơm vào và sau đó chất làm mát được phép chảy qua để đặt cược toàn bộ khuôn xuống nhiệt độ làm mát sản phẩm hiệu quả để sản phẩm đủ cứng. để được loại bỏ và giữ nguyên hình dạng. Do đó, một khi khuôn được tạo ra, những hạn chế là việc phun và làm mát đối với số lượng sản phẩm có thể được sản xuất. Rõ ràng là chi phí đơn vị trên mỗi sản phẩm sẽ giảm đáng kể trong thời gian dài vì khuôn có thể bị mòn theo thời gian nhưng thường sẽ tồn tại trong thời gian dài của hàng chục nghìn sản phẩm trước khi cần bảo trì.
TÌM HIỂU THÊM
Để đạt được mục tiêu giảm thiểu chi phí trong quá trình sản xuất khuôn dập ô tô, việc tối ưu hóa và cải tiến cần được thực hiện từ thiết kế sơ bộ, quy trình sản xuất và chế tạo cũng như gỡ lỗi hiệu suất toàn diện sau sản xuất. Trong ngành sản xuất và chế tạo ô tô, việc giảm chi phí khuôn dập ô tô trong quá trình sản xuất và chế tạo có thể giúp công ty có khả năng cạnh tranh trên thị trường và không bị thời đại đào thải.
TÌM HIỂU THÊM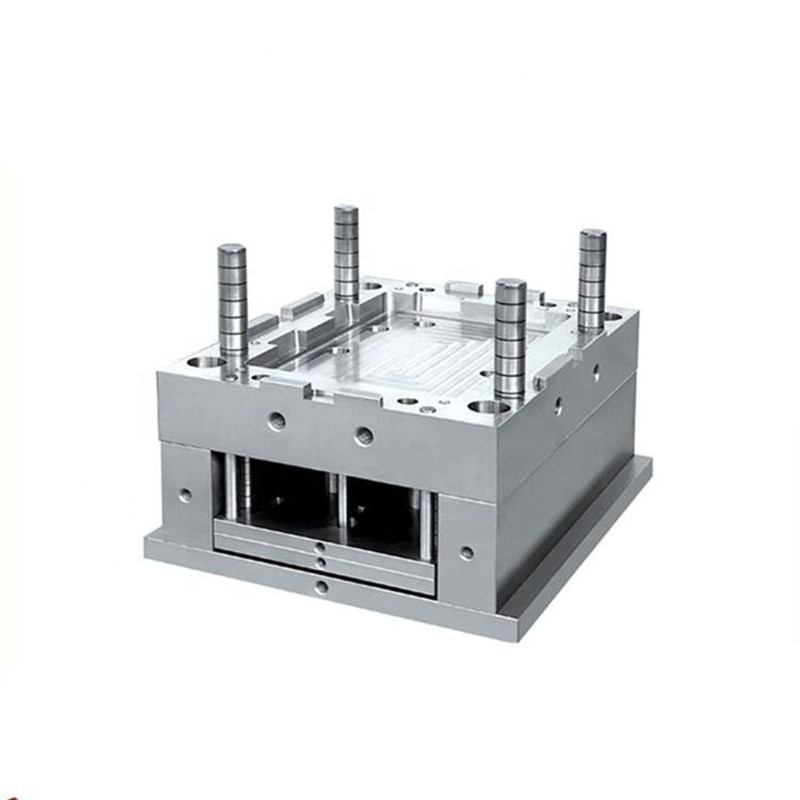
Công ty TNHH Công nghiệp Papler có nhiều kinh nghiệm trong thiết kế khuôn ép nhựa và ép phun các bộ phận nhựa bên trong và bên ngoài ô tô. Đội ngũ nhân viên của chúng tôi được đào tạo bài bản về các kỹ thuật chuyên môn như ép khuôn và ép khuôn, những kỹ thuật cần thiết trong sản xuất các bộ phận xe hơi bằng nhựa với cấu trúc bền chắc. Chúng tôi cũng sử dụng vật liệu nhựa cao cấp và công nghệ tiên tiến để sản xuất từng bộ phận với độ chính xác hoàn hảo.
TÌM HIỂU THÊM
Ép phun là quá trình tạo ra các bộ phận nhựa tùy chỉnh bằng cách bơm vật liệu nhựa nóng chảy ở áp suất cao vào khuôn kim loại. Cũng giống như các hình thức đúc nhựa khác, sau khi nhựa nóng chảy được bơm vào khuôn, khuôn được làm nguội và mở ra để lộ phần nhựa đặc. Quá trình này tương tự như khuôn Jello được đổ đầy rồi làm mát để tạo ra sản phẩm cuối cùng. Khuôn này có thể giúp bạn cải thiện tiến độ sản xuất và tăng năng suất sản xuất.
TÌM HIỂU THÊM
Kinh nghiệm phong phú của chúng tôi với tư cách là một công ty ép phun nhựa Trung Quốc bao gồm khả năng sản xuất cho nhiều ngành công nghiệp khác nhau, vật liệu nhựa và các tiện ích bổ sung đặc biệt cho các bộ phận nhựa tùy chỉnh của bạn.Trọng tâm của chúng tôi là chạy sản xuất từ 100 đến 100.000 chiếc mỗi đơn hàng. Chúng tôi biết mọi dự án ép phun tùy chỉnh đều khác nhau, nhưng mọi khách hàng đều thích các giá trị chính của chúng tôi:Khuôn ép nhựa tùy chỉnh chất lượng cao và các bộ phận tùy chỉnh với việc giao hàng đúng thời gian đáng tin cậyQuan tâm đặc biệt đến nhu cầu của khách hàng thông qua kế hoạch chất lượng tiên tiếnBáo giá nhanh và giao tiếp miễn phí chậm trễDịch vụ khách hàng thân thiện và hiểu biết
TÌM HIỂU THÊM
Cho dù bạn sản xuất linh kiện máy tính, thiết bị thể thao hay nội thất ô tô, bạn có thể đã quen thuộc với phương pháp ép phun nhựa. Khi sản phẩm của bạn yêu cầu các bộ phận bằng nhựa, khuôn ép nhựa từ các công ty ép phun nhựa chuyên về quy trình này sẽ cung cấp giải pháp một bước hiệu quả nhất.Các công ty ép phun nhựa không được tạo ra như nhau. Sản phẩm chất lượng và dịch vụ khách hàng cao cấp là những giá trị kinh doanh hàng đầu cho Ngành công nghiệp Papler. Chúng tôi tin rằng việc đáp ứng nhu cầu của khách hàng bằng các giải pháp sáng tạo, tiết kiệm chi phí và dịch vụ hỗ trợ chuyên gia là một triển vọng đôi bên cùng có lợi.
TÌM HIỂU THÊM
Kinh nghiệm của chúng tôi, cùng với công nghệ và thiết bị mới nhất, cho phép Công nghiệp Papler sản xuất khuôn mẫu và các bộ phận đúc chất lượng cao mà khách hàng của chúng tôi và khách hàng của họ tin cậy. Là nhà sản xuất khuôn nhựa chuyên nghiệp tại Trung Quốc, một số dịch vụ chúng tôi cung cấp ngoài ép phun nhựa bao gồm ép phun tùy chỉnh, ép phun nguyên mẫu, ép chèn, v.v.
TÌM HIỂU THÊM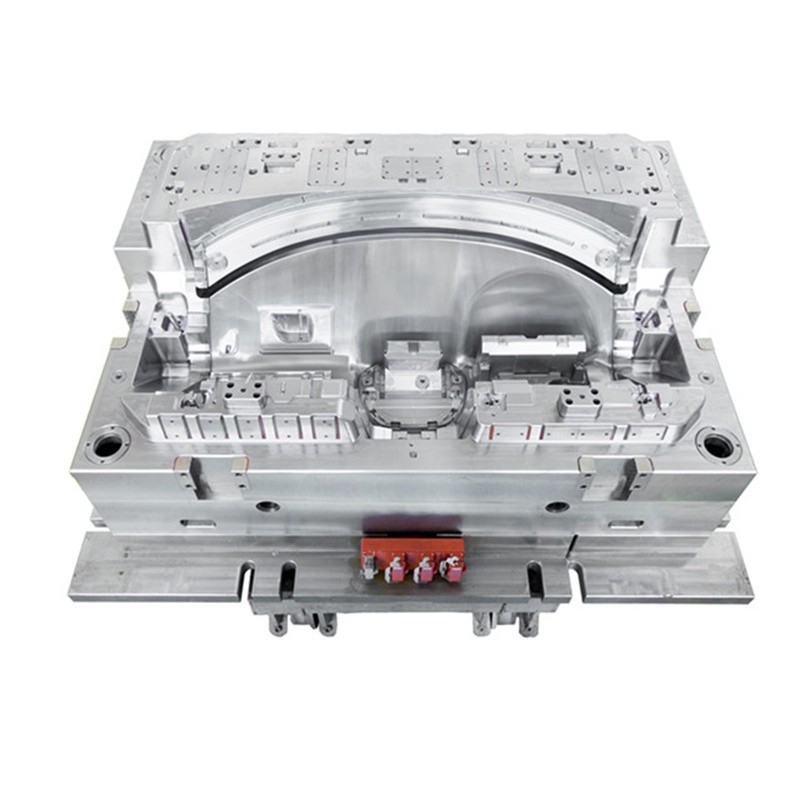
Khuôn ép kim loại, còn được gọi là khuôn dập, được sử dụng để sản xuất nhiều loại sản phẩm nhựa phun trong mọi ngành công nghiệp. Các công ty khác có thể ký hợp đồng phụ xây dựng khuôn mẫu của họ. Tất cả các khuôn ép nhựa của Papler Industry đều được sản xuất nội bộ từ cơ sở chế tạo khuôn chuyên dụng của chúng tôi ở Michigan.Tạo khuôn là giai đoạn tốn nhiều thời gian nhất của quy trình ép phun. Họ yêu cầu dụng cụ chính xác bởi các kỹ thuật viên lành nghề. Các nhà chế tạo công cụ giàu kinh nghiệm của chúng tôi làm việc cùng với các kỹ sư và thanh tra của chúng tôi trong suốt quá trình xây dựng để đảm bảo mọi thứ được chế tạo chính xác theo thông số kỹ thuật. Mức độ chú ý này là cần thiết bởi vì ngay cả những sai sót nhỏ nhất cũng có thể gây ra những sai lầm đắt giá.
TÌM HIỂU THÊM
Khi nghiên cứu các công ty ép phun nhựa, điều quan trọng là phải biết triết lý xây dựng khuôn và các lựa chọn bảo hành của họ. Một khi bạn đã đầu tư vào một khuôn ép chất lượng hàng đầu, bạn sẽ có một sản phẩm bền bỉ, chính xác, có thể được sử dụng nhiều lần, hết lần này đến lần khác.Khuôn mẫu của công ty ép phun nhựa của chúng tôi được bảo hành dụng cụ không giới hạn, miễn là chúng tôi đang vận hành các bộ phận sản xuất của bạn.
TÌM HIỂU THÊM LIÊN HỆ CHÚNG TÔI
LIÊN HỆ CHÚNG TÔI Địa chỉ nhà : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China
Địa chỉ nhà : No.103, Tong’an Park, Tong’an Industry Zone, Xiamen, China WhatsApp : +86 18259211580
WhatsApp : +86 18259211580 E-mail : roger@ppl2009.com
E-mail : roger@ppl2009.com


 IPv6 MẠNG ĐƯỢC HỖ TRỢ
IPv6 MẠNG ĐƯỢC HỖ TRỢ